加工等の事例
付加2軸を追加した時の原点設定
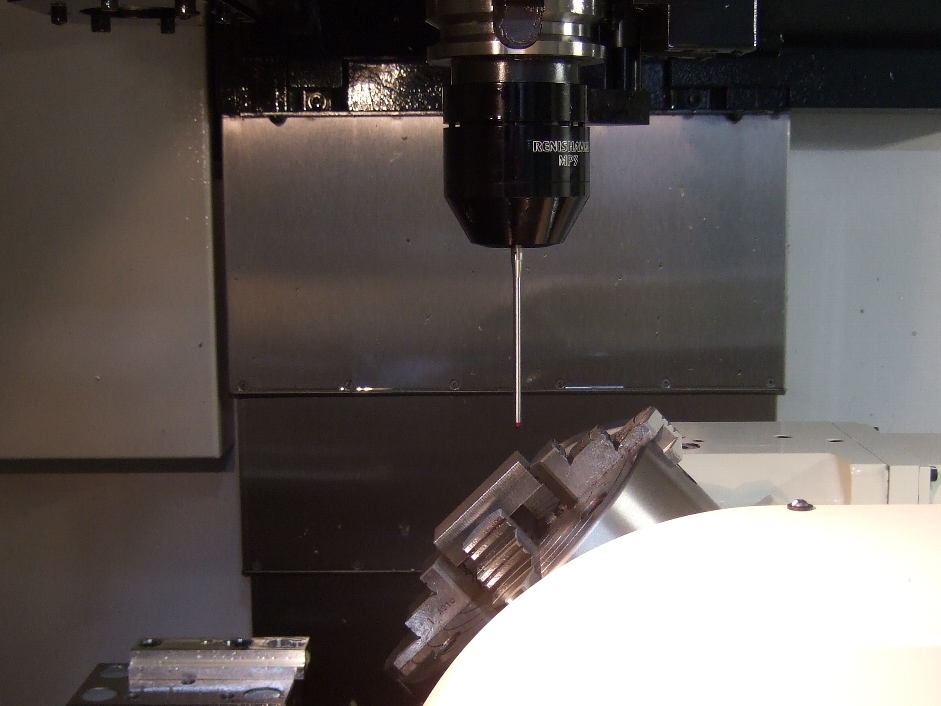
付加2軸を追加した傾斜テーブルの原点は傾斜角度により変化します。
写真-01 B軸を44°傾ける
- 完成品
- 1131
- 1300
ワークを傾斜テーブルを使って傾けると計測面も傾いて
いるので正確に原点を計測できません。
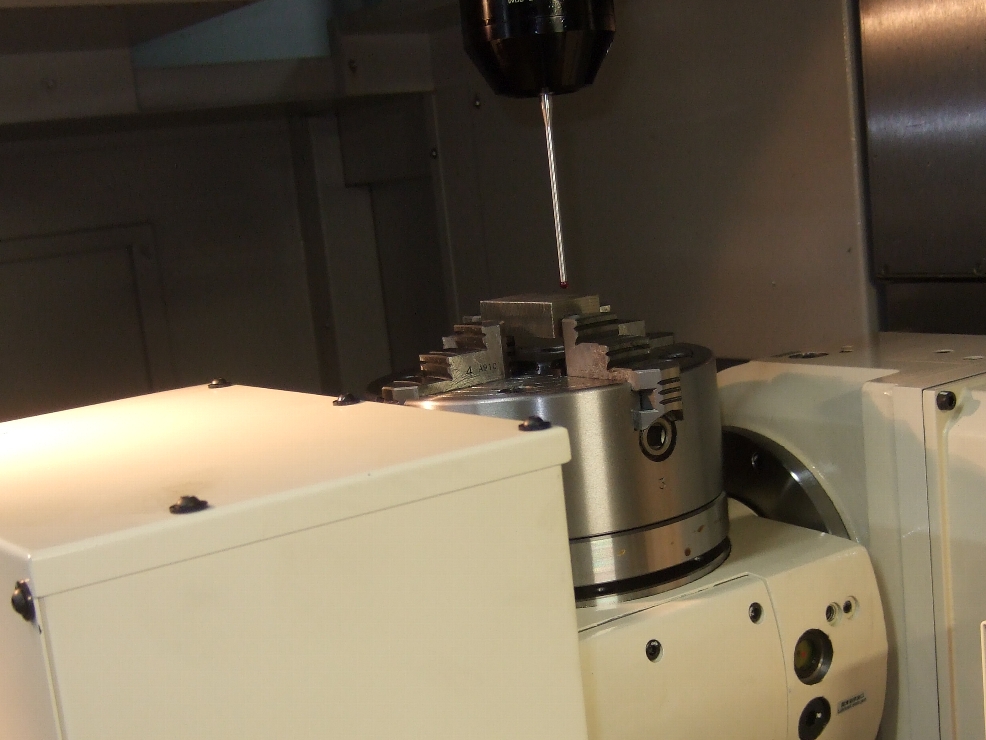
B軸を0°の状態(写真-02)にすると計測面はフラットになるので計測は
正確にできるのですが。B軸を傾けると、X軸とZ軸が回転軸を中心にして
ズレるので、電卓で三角関数を使う計算をして原点をだします。これって
結構,面倒くさいのと、プラス、マイナスを間違えて計算してしまうと、
ワーク(機械)を壊してまうので、注意が必要です。
そこで、これから紹介するユーザーマクロを使いますと、計算を自動でさ
せるので安心して機械を動かせます。
それは、どうやるのでしょうか?
写真-02 B軸0で計測°
- 図面
- 1131
- 1300
まず図面から、ワークを傾けた状態での3軸(XYZ)の原点位置を決めます。
次に傾斜テーブルにワークを取り付けます。テーブルを傾 けない状態で(写真-02)先ほどの決定した原点位置を計測します。この計測は 自動でも手動でも、どちらで計測しても良いのですが、「必ず3軸とも計測し ます。」(1)
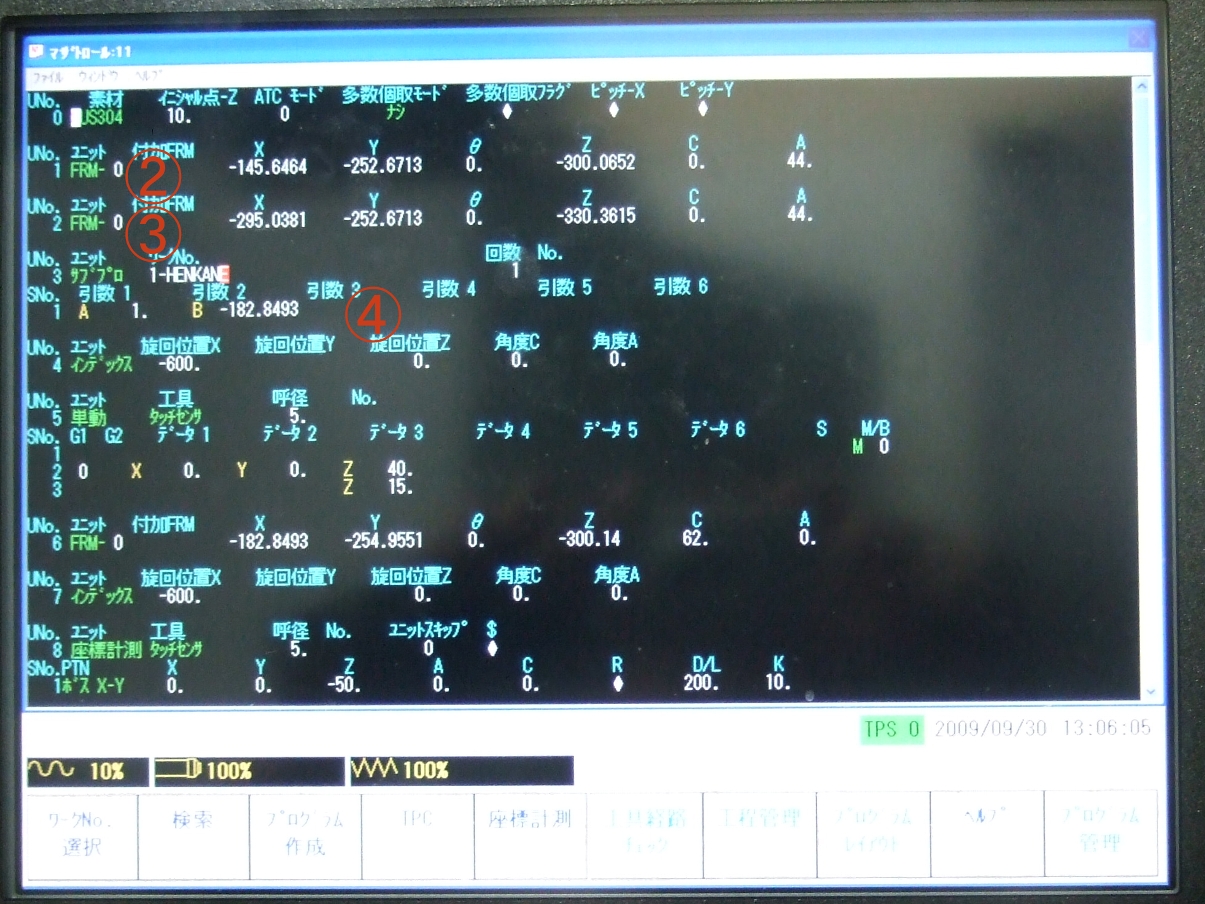
NC画面(マトリックス)
写真-3 NC(マトリックス)の画面
- 20フラットエンドミル 荒1
- 1131
- 1300
ここからNC画面を使っての説明になります。
先ほど測った3軸のデータをNC画面上の②と③に入力します。実行前で
は②と③は同じ数値になっています。CとAは傾ける角度を入力して下さい。
実行後書き換かわる原点は③だけです。②はそのまま残るので、実行後
に比較できます。
サブプロ 1-HENKAN がユーザーマクロになります。実行しますと、傾斜
角度を読み取りをいた後、計算を実行して、③のデーターを書き換えま
す。
サブプログラム番号:1-HENKAN
引数A:1で計算も書き換えもしない
引数A:0で書き換えを実行します
引数B:傾斜軸の回転中心のX座標を入力 (傾斜軸テーブ
ルを移動させた時は回転中心X位置を計測して、この数値を変更します。)